

Центр продуктів




АВТОМАТИЧНА ЛІНІЯ З ВИРОБНИЦТВА СТРІЧОК FR A2
Основні технічні дані машини
1. Сировина
Захист навколишнього середовища FR неорганічний порошок та спеціальна рідина, що змішується з водою Клей та вода: Mg(oh)2/Caco3/SiO2 та інші неорганічні порошкиінгредієнти, а також спеціальний рідкий клей, що змішується з водою, та певний відсоток води для деталей формули.
Плівка з нетканих матеріалів: Ширина: 830~1750 мм
Товщина: 0,03~0,05 мм
Вага котушки: 40~60 кг/котушка
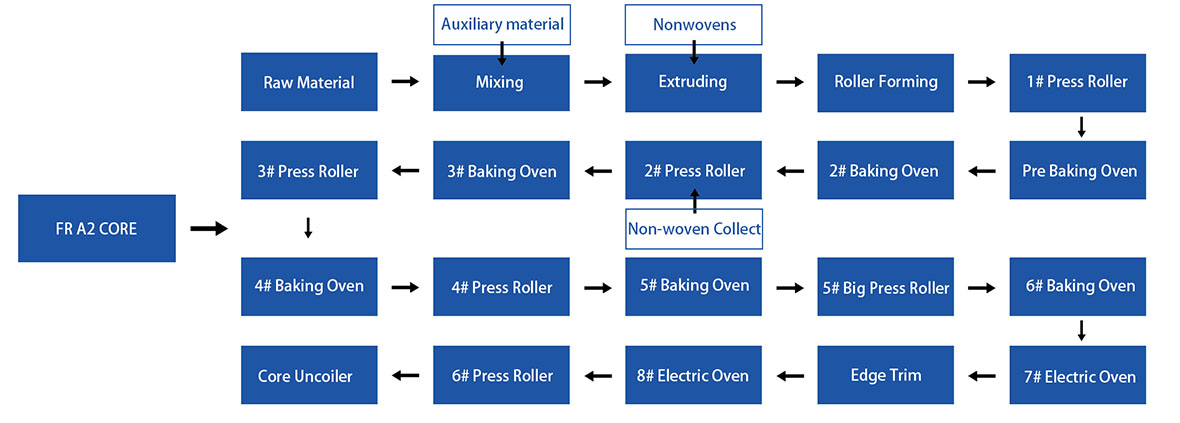
Примітка: Спочатку почніть з 4 шарів плівки з нетканого матеріалу, зверху - 2 шари, а знизу - 2 шари, і 2 шари з них будуть згорнуті після транспортування серцевини до печі, і, нарешті, решта 2 шари прилипнуть до серцевини після плавлення.

2. Готова композитна панель
Ширина: 800-1600 мм.
Товщина: 2,0~5,0 мм.
Швидкість виробництва: 1200~2000 мм/хв (зазвичай 1800 мм/хв).
Розрахунок базується на: ширині 1240 мм*(3~4 мм) (регулюється відповідно до товщини виробу); сировина/формула/технологія виробництва/навички роботи можуть впливати на швидкість виробництва.
3. Потреба у воді для охолодження виробничої лінії (переробка)
Q = 0,5-1,5 м3/год; P = зазвичай для 0,7 кг/см2 (розрахунок для 0,5~2 кг/см2).
Вхідна температура T1: ≤20℃, ≥0,3 МПа, твердість: 5-8 відгалуження за дюймом (5-8 відгалуження за дюймом).
В основному використовується для змішування порошків та поєднання формули та води, охолодження змінним струмом, рециркуляції та очищення передніх частин машини, а також для інших невеликих кількостей застосування магнітного гальма ретранслятора.

4. Загальне споживання енергії: (230/400 В)/3 фази/50 Гц.
Електропостачання: Встановлена потужність для класу FRA2: 240 кВт (фактичне споживання енергії близько 145 кВт).
Робоче середовище електричної шафи: температура та вологість ≤35℃, ≤95%.
Постачання газу: Загальна витрата газу для 6 печей та близько 110 м3/год для потреб газу (зріджений нафтовий газ або зріджений природний газ), в середньому 78 м3/год.

5. Загальний об'єм стисненого повітря
Q=0,5~1 м3/хв P=0,6~0,8 МПа
Споживання повітря: гвинтовий повітряний компресор з резервуаром для зберігання повітря ≥1 м3 та двигуном ≥ 11 кВт

6. Розмір агрегату
Довжина* ширина* висота (м): 85 м*9 м*8,5 м (передня платформа машини 8,5 м)
Загальна вага (приблизно): 90 тонн
Заводський розмір (довідковий)
Довжина * ширина (м): 100*16
Кран: вантажопідйомність 5 тонн
